Electric Arc Welding

The electric arc welding process utilizes an electric arc to produce warmth to dissolve the parent material and the filler material (cathode) to frame a liquid weld pool in the joint. The electric arc welding strategy is favored over different techniques because of its reasonableness.
The most normally utilized affixing techniques for joining steel members of a steel structure are welding, riveting, and catapulting. While riveting and shooting use bolts and rushes to join the workpieces, welding depends on liquefying the workpieces to meld it.
In this article, we talk about the technique of laying, creating, welding, amassing, and erection of steel structure by electric arc welding strategy.
1. Spreading Out Steel Members: A figure of the steel structure to be created will be drawn on a level stage to full scale. This might be done in full or in parts, as appeared in drawings or per the site condition. Steel tape will be utilized for estimations of the steel members.
2. Creation of Steel Members: In all steelworks, shop drawings will give total subtleties for the creation of the steel part, including the area, type, length, size, and subtleties of welds. Additionally, the part will be set up preceding the genuine manufacture.
The steel members will be stamped or painted with the distinguishing proof checks as given in the shop drawings. Crafted by creation will be completed with extraordinary exactness so that these can be gathered without being unduly pressed, constrained into position, or stressed.
At the point when developed, the members will be valid and liberated from wind, crimps, clasps, or open joints. The layouts will at that point be set apart on the steel members, and spots of welding will be shown on them.
The parts of the bargains members will be set apart for cutting according to the necessary measurements. The steel area will be straight or be fixed or leveled by pressure and will be liberated from turns. No two pieces will be welded or joined to compensate for the necessary length of the member.
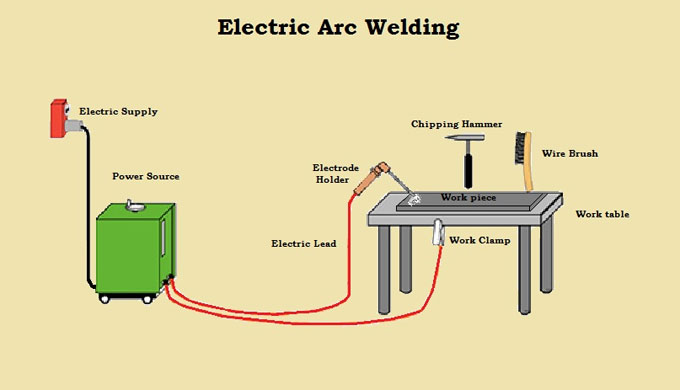
3. Electric Arc Welding: All the welding of steel members will be done by the electric arc process. At the spots where electricity isn't accessible, gas welding technique will be utilized utilizing an oxyacetylene fire. The welding will be done distinctly by completely prepared and experienced welders.
The welding procedure will be done as appeared in the shop drawings, which ought to show all the subtleties of the joints to be welded, shop and site welds, kind of welds, and sorts of anodes to be utilized.
Quite far, exertion will be made to restrain the post-erection welding to stay away from the inappropriate or broken welding that is probably going to happen because of statutes and troublesome situations on framework, and so forth., aside from the part of the economy.
The most extreme distance across anodes for welding any work will be according to Seems to be: 814 and reference section "B" of IS: 823. Joint surfaces that are to be assembled will be liberated from free plant scale, rust, paint, oil, or other remote issue, which may antagonistically influence the nature of weld and workmanship.
When welding is done outside, steps will be taken to secure the spots of welding against wind or downpour.
Weld Inspection: The weld will relate to configuration shapes and measurements. The weld will not have any imperfections, for example, breaks, fragmented infiltration, combination undermines, harsh surfaces, consumes, blowhole, and porosity, and so forth past reasonable cutoff points. The test and investigation will be completed during the welding activity, and endorsement of completed components are as in the aides.
4. Amassing of Steel Members: Before welding is initiated, the members to be welded will initially be united and immovably cinched or attached welded to be held in position. The impermanent association must be sufficiently able to hold the parts precisely set up with no aggravation.
Tack welds situated in places where last welds will be made later will adjust to definite weld in quality and will be cleared off before conclusive weld is made.
5. Erection of welded steel Members: At the hour of raising a welded structure, sufficient methods will be utilized for the brief securing of the members together and supporting the system until the joints are welded.
Transitory affixing comprises erection jolts, tack welding, or other positive gadgets giving adequate quality and solidness to oppose every single impermanent burden and sidelong powers, including wind. All the various members which will be filet welded will be acquired close contact.
The holes because of flawed workmanship or erroneous fit, assuming any, will not surpass 1.5 mm. In the event that the hole surpasses 1.5 mm or more, the size of filet weld will be expanded in such situation by a sum equivalent to the width of the hole.